




首先工艺区别:冷镀锌也叫电镀锌,是利用电解设备将工件经过除油,酸洗后放入成分为锌盐的溶液中,并连接电解设备的负极;在工件的对面放置锌板连接在电解设备的正极,接通电源,利用电流从正极向负极的定向移动,就会在工件上沉积一层锌.
热镀锌是将工件除油,酸洗,浸药,烘干后浸入溶化的锌液里一定时间,提出来即可.
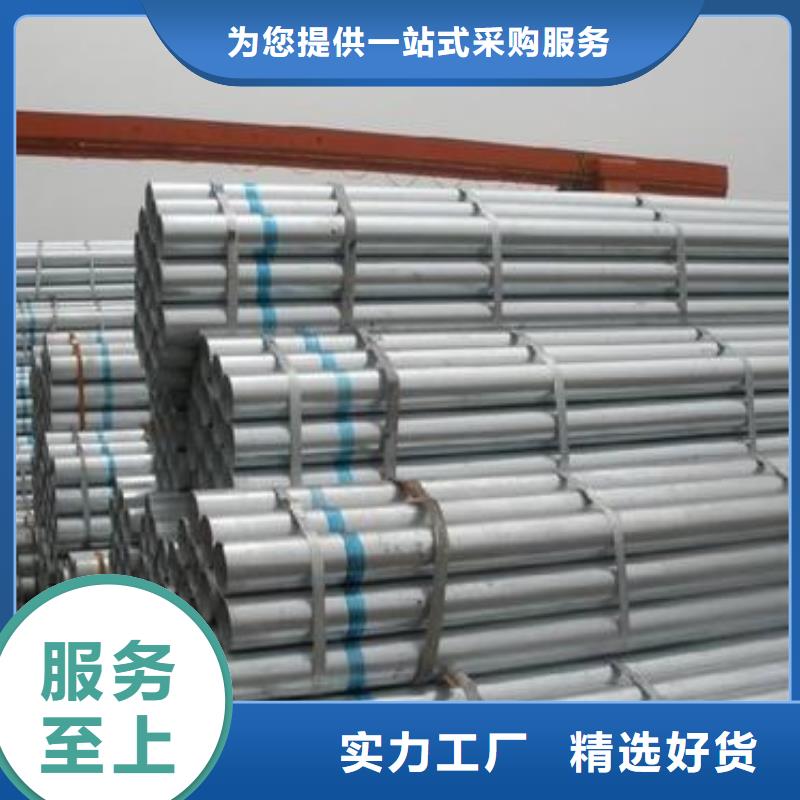
外观的区别:电镀锌外表比较光滑,明亮,采用彩色钝化工艺的电镀层也黄绿色为主色,呈七彩.采用白色钝化工艺的电镀层呈青白色或白色呈绿光,白色钝化工艺的 镀层与阳光呈一定角度下略显七彩.在复杂工件的角棱部位容易产生"电烧"而成灰暗,该部位锌层较厚.在阴角部位易形成电流死角而产生欠电流灰暗区,该区域 锌层较薄.工件整体无锌瘤,结块等现象.热镀锌外观较电镀锌稍粗糙,呈银白色,外观容易产生工艺水纹和少许滴瘤,尤其是在工件的一端较为明显.但热镀锌 的锌层比电镀锌厚几十倍,防腐蚀性能是电镀锌的几十倍.
热镀锌钢管的两端有蓝色油墨印的箍,通体有执行标准和规格型号;在热镀锌钢管的一端有锌针或少许瘤挂,内外都有完整的镀锌层,外观没有冷镀锌光滑;冷镀锌镀 层有光亮,与太阳成一定角度下这种光亮成七彩,冷镀钢管孔内只有在两端有少许锌层,再往里没有镀锌层,冷镀锌国内钢管两端一样光滑,当然没有锌瘤产生,外 表没有执行标准.


冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。
7、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。钢材力学性能是保证钢材终使用性能(机械性能)的重要指标。
力学性能
①抗拉强度(σb):试样在拉伸过程中,在拉断时所承受的 力(Fb),除以试样原横截面积(So)所得的应力(σ),称为抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的 能力。式中:Fb--试样拉断时所承受的 力,N(牛顿); So--试样原始横截面积,mm2。
②屈服点(σs):具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。 上屈服点(σsu):试样发生屈服而力首次下降前的 应力; 下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。 式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。
③断后伸长率:(σ)在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。



国内生产感应加热电源的厂家比较多,主要集中地在郑州、西安、广东、江苏、河北地区。郑州地区的产品价格比较低,主要以大功率设备为主,基本上没有小型的设备。广东地区主要以小高频为主,江苏地区本来是没有专门的高频机厂家的,绝大部分都是从广东之前的公司分出去的独立做销售的。河北地区主要以大功率并联机器为主。高频感应加热炉的价格受多方面影响,如品牌、类别、规格、市场等。在选择购买之前,需要进行多方面的了解。购买高频感应加热炉可以咨询深圳北辰亿科科技有限公司,专业研发生产销售感应加热设备,拥有先进的生产研发体系、工艺体系,产品质量可靠、性能稳定,可根据客户的实际需求专业定制感应加热设备、感应自动化设备。想了解更多高频感应加热炉,可以咨询深圳北辰亿科科技有限公司,谢谢、作业方式不同
1、镀锌钢管:冷镀锌钢管中的锌是常温下经过电镀取得到的锌。
2、热镀锌钢管:热镀锌中的锌是在450摄氏度到480摄氏度中取得的锌。



铁物资(文山市分公司)坐落于有“ 精密无缝钢管之乡”的美称—云南文山,系贸易、自主生产、销售于一体的大型企业。
公司对客户的承诺是:客户的任何 精密无缝钢管需求24小时给予反馈答复! 近年来,我们以先进的管理理念、科学系统的管理方法、灵活的经营机制,持续不断的技术创新,努力发挥 精密无缝钢管行业优势,与社会各界同仁一起携手合作


滚槽方式连接
(一)滚槽焊缝开裂:
1.将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。
2.调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。
3.调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。
(二)滚槽钢管断裂:
1.将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。
2.调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。
3.调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。
4.检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。
5.用游标卡尺检查钢管的沟槽是否规定。
(三)滚槽机滚压成型的沟槽应符合下列要求:
1.管端至沟槽段的表面应平整无凹凸、无滚痕。
2.沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。
3.在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。


